Answering the most common questions about stage mensuration and its role in ensuring cascade impactors are fit for purpose.
Mensuration: (1) The process or art of measuring. (2) The branch of mathematics that deals with the measurement of lengths, areas, and volumesi.
If you work with cascade impactors, then at some point you’ll come across the phrase ‘stage mensuration’. Shortly after, you’ll likely have a whole series of questions. Here are the answers…
What exactly is stage mensuration?
Stage mensuration is the physical process of measuring the critical dimensions of a cascade impactor, the dimensions that define aerodynamic performance. We know from earlier blogs that separation performance depends on total nozzle cross-sectional area and air flow rate. In practice, stage mensuration therefore involves measuring every nozzle, of every stage. It may also include checks of the dimensions of, for example, hinges and cups, but nozzle measurement is the defining task.
Andersen Cascade Impactor (ACI) | ||
Stage Number | Nozzles | Nozzle Diameter (mm) |
0 | 96 | 2.55 ± 0.025 |
1 | 96 | 1.89 ± 0.025 |
2 | 400 | 0.914 ± 0.0127 |
3 | 400 | 0.711 ± 0.0127 |
4 | 400 | 0.533 ± 0.0127 |
5 | 400 | 0.343 ± 0.0127 |
6 | 400 | 0.254 ± 0.0127 |
7 | 201 | 0.254 ± 0.0127 |
Next Generation Impactor (NGI) | ||
Stage Number | Nozzles | Nozzle Diameter (mm) |
1 | 1 | 14.30 ± 0.05 |
2 | 6 | 4.88 ± 0.04 |
3 | 24 | 2.185 ± 0.02 |
4 | 52 | 1.207 ± 0.01 |
5 | 152 | 0.608 ± 0.01 |
6 | 396 | 0.323 ± 0.01 |
7 | 630 | 0.206 ± 0.01 |
MOC | 4032 | approximately 0.070 |
Stage mensuration involves measuring the diameter of every nozzle, of every stage of a cascade impactor
Why does the performance of cascade impactors deteriorate?
Corrosion, erosion, and occlusion are the major issues.
The high velocity of particles flowing through nozzles causes erosion. Causes of corrosion include the use of aggressive solvents for effective drug recovery and inadequate cleaning after use with saline based formulations. Chemical compatibility is therefore an important factor, with titanium and stainless-steel impactors offering better resistance than aluminium. Corrosion may increase nozzle size but conversely, oxidised impurities are one of the most common causes of occlusion. As a result, the blocking of nozzle exits needs to be monitored periodically, particularly with aluminium impactors.
By either increasing or decreasing nozzle diameter these mechanisms take the cascade impactor outside of the design specification. The table above includes manufacturing tolerances for nozzle diameter, for each stage. Once nozzle diameter drifts beyond these tolerances the cascade impactor will no longer deliver the specified aerodynamic performance. At this point collection efficiency and stage cut-off diameter, D50, are compromised.
And how quickly?
There is no fixed prescribed timeframe as every set-up is different. Typically, annual mensuration is the minimum standard and in some cases it will be necessary to mensurate more often to safeguard data quality. For example, particle hardness and roughness will influence erosion. Compatibility between the material of construction of the cascade impactor and formulation chemistry determines corrosion rates. The chemistry of corrosion products is also an important factor.
Compendial methods recommend the need for stage mensuration ‘on a regular basis’. Many users default to once yearly, as they would for other equipment calibrations, but in practice the frequency of stage mensuration requires careful thought and determinationi.
Why choose stage mensuration over calibration?
If you’re familiar with using calibration standards, then choosing stage mensuration over calibration may seem surprising. However, it is by far the more time and cost-effective option, and less prone to error.
Of course, it is feasible to calibrate a cascade impactor. Indeed, there are archival calibrations for the Next Generation Impactor at several different air flow ratesii. The usual approach is to use preformed fluorescent or methylene blue-labelled monodisperse polystyrene latex microspheres supplied in an aqueous suspension. Dissolving the collected samples, following size fractionation at a defined air flow rate, releases the marker enabling mass quantification. Calculating collection efficiency and stage cut-off diameters from the resulting data highlights any change in performance.
The problem with this approach is that it is subject to multiple sources of variability. Particle properties, flow rate setting, measurement, and control, and the accuracy of the marker detection method are all influential. Checking nozzle dimensions relative to the design specification is far simpler and more effective.
Is stage mensuration an in-house or specialist task?
Buying stage mensuration services is overwhelmingly the preference for most analytical labs, due to the capital cost, time and expertise involved.
Stage mensuration calls for the measurement of nozzle diameters that are fractions of a millimetre in size, with high accuracy. Automated vision systems are the solution, with features such as auto-focus helping to boost reproducibility. However, these are expensive to purchase, maintain and operate. Illumination levels, stray light, and temperature all require close control; routine system calibration is essential.
We use an advanced automated vision system with a quoted optical reproducibility of 1 µm. Taking Stage 7 of the NGI as an example let’s consider what this means with respect to the quality of the data.
Stage 7 has nozzles with a diameter of 0.206 mm and a manufacturing tolerance of +/-0.01 mm (10 µm). A diameter anywhere from 0.196 to 0.216 mm therefore lies within the manufacturing tolerance. This means that in the worst-case measuring system errors are, at most, 5% of the manufacturing tolerance range.
With a less accurate system reproducibility can easily be as much as +/-5 µm, five times as high. Such poor reproducibility effectively ‘uses up’ the manufacturing tolerance, thereby taking the impactor out of the margin for acceptable use, earlier. Furthermore, if reproducibility is not properly accounted for, then poor optical system performance increases the risk of using an out-of-spec impactor.
What will the results tell me?
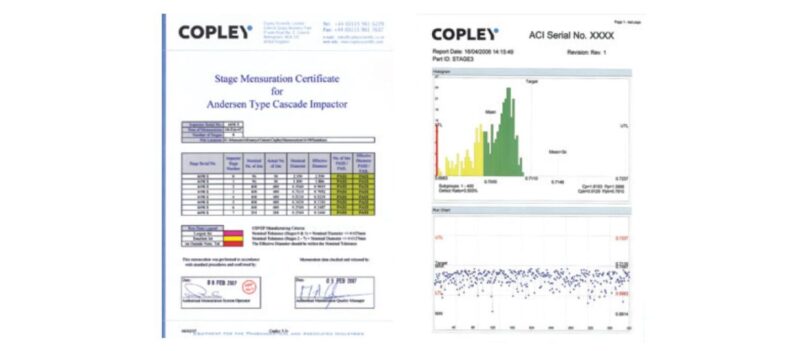
An example of a stage mensuration certificate
Theoretical analysis shows that a multinozzle cascade impactor stage behaves as if all nozzles are equal in size to an effective mean diameter (ED)i. By reporting ED, stage mensuration certificates therefore allow users to determine the impact of any shift in nozzle size on stage cut-off values. In this way, stage mensuration data reveal the stage cut-off diameters associated with the current extent of deterioration.
Equally importantly, certificates should also include an ‘In-Use Margin’ figure. Comparing ED values with nominal values shows whether the stage remains within manufacturing tolerances. Returning to Stage 7 of the NGI, if stage mensuration indicates an ED of 0.206 mm then the In-Use Margin is 100%. Conversely, an ED of 0.196 mm reduces In-Use Margin to 0% indicating no room for further nozzle area reduction within the manufacturing tolerances.
Tracking In-Use Margin over subsequent stage mensurations will indicate when the impactor will drift out-of-specification. It also helps to justify the frequency of stage mensuration.
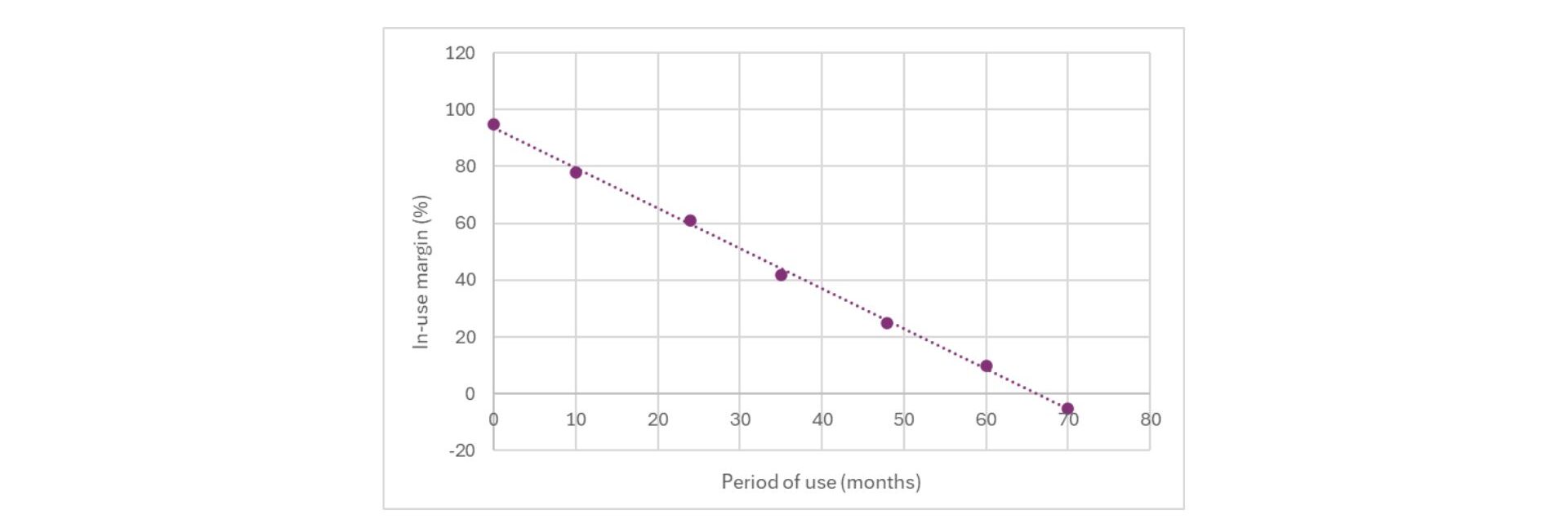
Tracking In-Use Margin as a function of time is useful for predicting a date for remedial attention
What are the options if performance is out of specification?
If the nozzles have become too large, then there is no option but to replace the stage.
However, the opposite trend is more likely. Occlusion due to corrosion salts is one of the most common occurrences and there are two options for restoring performance. One is rigorous cleaning to remove deposits, the other is stage pinning. Pinning is a specialist task that involves carefully pushing appropriately sized ‘go’ pins through each nozzle. Though this can be successful there is a risk of damaging the nozzles, notably with aluminium impactors. Furthermore, once an impactor reaches a certain age, or after a limiting number of pinning iterations, the benefits of pinning diminish. Again, the alternative in any of these scenarios is stage replacement.

Careful pinning can restore the performance of cascade impactors if the problem is stubborn deposits
If you’re interested in finding out more about stage mensuration then you’ll find information in our brochure or in our upcoming ebook.
i Merriam Webster Dictionary.
ii US Pharmacopoeia Chapter <601> ‘Aerosols, Nasal Sprays, Metered Dose Inhalers and Dry Powder Inhalers’
iii V. A Marple et al ‘Next generation pharmaceutical Impactor (a new impactor for pharmaceutical inhaler testing). Part II: Archival calibration. J Aerosol Med. 2003 Fall; 16(3): 301-24.
iv D. L Roberts and F. J. Romay ‘Relationship of Stage Mensuration Data to the Performance of New and Used Cascade Impactors’ J Aerosol Med 2005; 18(4): 396-413








